
اڈاپٹر آستین H31/500 H31/530 H31/560

اڈاپٹر آستین اصول
اڈاپٹر آستین کے اصول سے مراد وہ طریقہ ہے جس میں ورک پیس اور آستین کے درمیان ایک مخصوص خلا کو مشینی میں مناسب سائز کی آستین میں ڈال کر بنایا جاتا ہے، اور آستین کی بیرونی سطح کو حوالہ کے طور پر استعمال کیا جاتا ہے۔ کام کے ٹکڑے کی جہتی درستگی کو یقینی بنائیں۔
اڈاپٹر آستین کے اصول کا بنیادی خیال آستین کی بیرونی سطح کو ایک حوالہ طیارے کے طور پر استعمال کرنا ہے تاکہ اس بات کو یقینی بنایا جا سکے کہ کام کا ٹکڑا مشینی کے دوران مادی خرابی یا مشینی غلطیوں کی وجہ سے جہتی انحراف کا سبب نہیں بنتا ہے۔ مشینی عمل میں، ورک پیس کو آستین میں بند کر دیا جاتا ہے، اور آستین کی بیرونی سطح کٹر یا دیگر پروسیسنگ ٹولز کی نسبت حرکت کرتی ہے، اور ورک پیس اور آستین کے درمیان ایک خاص خلا بن جاتا ہے، تاکہ پروسیسنگ میں عمل، کام کے ٹکڑے کو آستین کی شکل کے مطابق خود بخود تراش لیا جائے گا، تاکہ کام کے ٹکڑے کی پروسیسنگ کی جہتی درستگی کو یقینی بنایا جا سکے۔
اڈاپٹر آستین کے اصول کے ذریعے، کام کے ٹکڑے کی جہتی درستگی کو مؤثر طریقے سے ضمانت دی جا سکتی ہے، پروسیسنگ کی کارکردگی کو بہتر بنایا جا سکتا ہے، اور پروسیسنگ کی لاگت کو کم کیا جا سکتا ہے. تاہم، عملی ایپلی کیشنز میں، اڈاپٹر آستین کے اصول کی تاثیر کو یقینی بنانے کے لیے آستین کے سائز کا انتخاب اور پروسیسنگ کے دوران تھرمل اخترتی جیسے عوامل پر غور کرنے کی ضرورت ہے۔ ایک ہی وقت میں، خاص معاملات میں، آستین کی اندرونی سطح کو بھی اڈاپٹر آستین کے اصول کی درخواست کا احساس کرنے کے لئے ایک حوالہ کے طور پر استعمال کیا جا سکتا ہے.
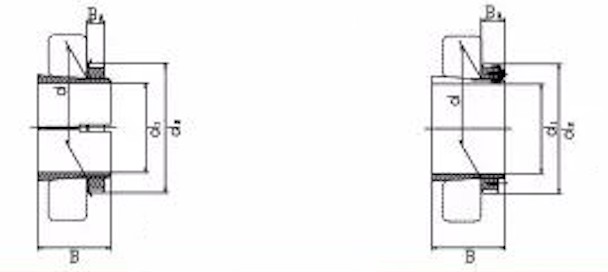
| عہدہ | باؤنڈری ڈائمینشنز | مناسب بیئرنگ | Wt | |||||
| d | d1 | B | d2 | B3 | کروی رولر بیئرنگ | KG | ||
| H31/500 | 500 | 470 | 356 | 630 | 100 | 231500K | - | 145 |
| H31/530 | 530 | 500 | 364 | 670 | 105 | 231/530K | - | 161 |
| H31/560 | 560 | 530 | 377 | 710 | 110 | 231/560K | - | 185 |
| H31/600 | 600 | 560 | 399 | 750 | 110 | 231/600K | - | 234 |
| H31/630 | 630 | 600 | 424 | 800 | 120 | 231/630K | - | 254 |
| H31/670 | 670 | 630 | 456 | 850 | 131 | 231/670K | - | 340 |
| H31/710 | 710 | 670 | 467 | 900 | 135 | 231/710K | - | 392 |
| H31/750 | 750 | 710 | 493 | 950 | 141 | 231/750K | - | 451 |
| H31/800 | 800 | 750 | 505 | 1000 | 141 | 231.800K | - | 535 |
| H31/850 | 850 | 800 | 536 | 1060 | 147 | 231/850K | - | 616 |
| H31/900 | 900 | 850 | 557 | 1120 | 154 | 231900K | - | 677 |
| H31/950 | 950 | 900 | 583 | 1170 | 154 | 231/950K | - | 738 |
| H31/1000 | 1000 | 950 | 609 | 1240 | 154 | 231/1000K | - | 842 |
| H31/1060 | 1060 | 1000 | 622 | 1300 | 154 | 231/1060K | - | 984 |




